15620746789


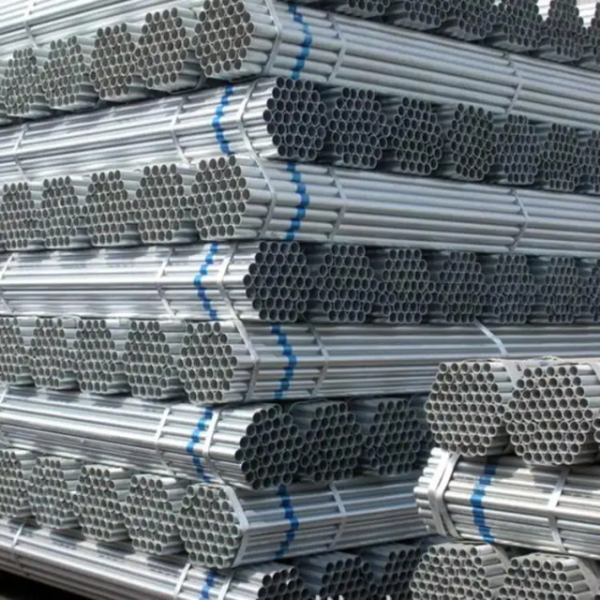
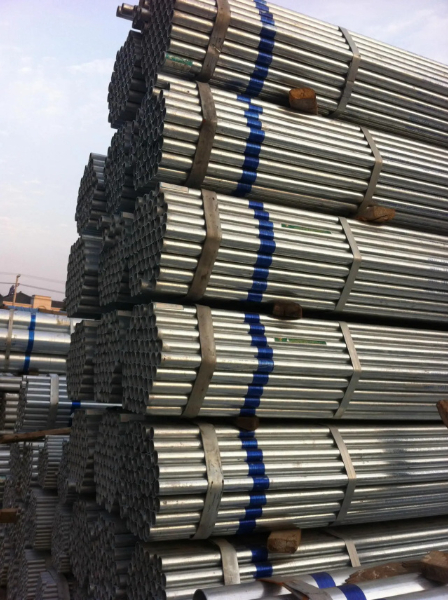
友发镀锌焊管(热浸镀锌工艺为主)的加热需重点规避锌层损伤、管材性能劣化等问题,需结合加热目的(如弯曲加工、安装适配、修复防腐等)选择合理方式,以下是具体技术要点和操作规范:

一、加热核心原则
1. 温度控制底线:锌的熔点为419.5℃,热浸镀锌层与钢管基体的结合温度约450-500℃,因此加热温度严禁超过400℃(建议最高控制在350℃以内),否则会导致锌层熔化、流淌、起皮,丧失防腐性能;同时避免局部高温(如火焰直烧),防止管材焊缝脆化、力学性能下降。
2. 均匀加热要求:需采用整体均匀升温方式,减少管材热胀冷缩不均导致的变形(如椭圆度超标、弯曲),尤其大口径厚壁管(DN100以上,壁厚≥5mm)需缓慢升温。
3. 防腐保护优先:加热后若锌层受损(如起皮、露底),需及时补涂防腐材料(如热镀锌专用修补漆、锌喷剂),避免基材锈蚀。
二、不同加热目的的操作规范
1. 加热弯曲加工(如管道安装转角适配)
适用场景:需将钢管弯曲成特定角度(如90°、45°),常见于建筑给排水、消防管道布线。
加热方式:
小型管材(DN≤50,壁厚≤3mm):采用电加热带、远红外加热器包裹式加热,升温速率5-10℃/min,升温至250-300℃(手感温热不烫手,可通过测温仪监测),保温10-20分钟后缓慢弯曲,弯曲半径≥3倍管径(避免焊缝开裂)。
中大型管材(DN65-DN200,壁厚4-8mm):采用中频感应加热,聚焦焊缝及弯曲部位,温度控制在300-350℃,弯曲时配合模具压制,避免局部受力过大导致锌层脱落。
注意事项:禁止使用氧气-乙炔火焰直接烘烤,火焰局部温度可达1000℃以上,会瞬间烧毁锌层并导致焊缝退火脆化;弯曲后需自然冷却至室温,不可用水急冷(易导致管材开裂、锌层鼓泡)。
2. 安装适配加热(如管道连接时的热胀补偿)
适用场景:低温环境下安装(如冬季户外),管道接口(丝扣、沟槽)因热胀冷缩难以密封,需轻微加热调整。
加热方式:采用热风枪、电热毯式加热器局部均匀加热,温度控制在100-150℃,仅加热管道接口附近300-500mm范围,升温后快速完成连接(丝扣连接需涂抹耐高温密封胶,避免密封件因高温失效)。
注意事项:加热后需待管道温度降至环境温度的±10℃内再进行压力测试,防止热态下测试导致的压力误判。
3. 锌层修复后的加热固化(如补漆后)
适用场景:管道运输、安装过程中锌层局部划伤(露底面积≤0.5cm²),补涂热镀锌专用修补漆后需加热固化。
加热方式:采用红外灯、低温烘箱加热,温度控制在80-120℃,保温30-60分钟,确保修补漆与锌层、基材紧密结合;若采用锌喷剂(冷镀锌),无需加热,自然干燥即可。
三、禁忌加热方式与风险提示
1. 严禁火焰直烧:包括氧气-乙炔、液化气喷枪等,会导致锌层熔化燃烧(产生白色氧化锌烟雾,有毒),同时管材局部过热会使Q235/Q355材质的屈服强度下降10%-30%,焊缝易出现裂纹。
2. 避免高温长时间加热:加热温度超过350℃且保温时间超过30分钟,会导致锌层与基体的合金层(锌铁合金)增厚,脆性增加,后续运输或安装时易脱落。
3. 禁止加热后直接接触腐蚀性介质:加热后的管道若未冷却至室温,直接接触水、酸碱溶液等,会加速锌层腐蚀(热态下锌的化学活性增强)。
四、加热后的质量检验
1. 锌层外观:无起皮、流淌、发黑(氧化)现象,局部轻微变色(如淡黄色)属正常,若露底需补防腐。
2. 管材尺寸:弯曲后椭圆度≤3%(如DN100管椭圆度≤3mm),无明显变形、焊缝无开裂(可通过肉眼观察或超声波探伤检测)。
3. 力学性能:对于加热温度超过300℃的管材,需抽样进行抗压强度测试(符合GB/T 3091-2015标准,Q235材质抗压强度≥370MPa),避免因加热导致性能不达标。
五、特殊场景:埋地管道预热(冬季施工)
若冬季埋地安装(环境温度≤-5℃),需对管道整体预热至5-10℃,采用电热毯包裹或热风循环加热,避免土壤冻胀导致管道接口密封失效;预热后快速回填,回填土需分层夯实(避免管道受压变形)。
综上,友发镀锌焊管的加热核心是“低温、均匀、避直烧”,需根据管材规格和使用场景选择加热方式,严格控制温度和升温速率,同时做好加热后的防腐修复和质量检验,确保管材的结构强度和防腐性能不受影响。
电话:15620746789 肖经理
地址:天津市静海县大邱庄镇友发工业园
Copyright © 2019 天津友发钢管集团股份有限公司 版权所有
热门标签:规格 (34)应用领域 (25)市场 (19)友发镀锌焊管 (18)友发镀锌无缝管 (18)生产工艺 (18)友发热镀锌钢管 (17)价格 (17)友发镀锌钢管 (16)友发 (15) 更多